Wuxi Xingsheng New Material Technology Co.,Ltd.
Tel:0086-510-87871828 510-87816719
Fax:0086-510-87816866
NETWORK:www.yx-xd.com
MAIL:jsxd828@vip.163.com
PTT and PBT elastic fibers
PET fiber is one of the most important synthetic fibers, with many excellent properties and appropriate elasticity. From the perspective of its molecular composition, it can also be divided into two parts: hard component and soft component, as shown below:
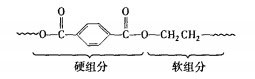
Due to the short chain of soft components, this fiber is easy to crystallize and has a general elasticity. If propylene glycol and butanediol are used instead of ethylene glycol, the two methylene groups of the soft components in the long molecular chain become three and four, which not only increases the chain length of the soft components and makes them more flexible, but also changes the lattice structure and molecular chain planarity of the fiber, making the deformation recovery of the molecular chain different from that of PET fibers. For example, PET fibers contain three methylene groups in their soft components, resulting in the so-called "odd carbon effect". The odd number of methylene chains prevents the benzene ring in the polyester unit from being in the same plane as the three methylene units, and the two carbonyl groups can only be staggered at 120o, resulting in a helical arrangement of the P 'long molecular chains. The conformation of long molecular chains in m crystal was studied by X-ray and electron diffraction. It was found that the O-CH2-CH2-CH2-O-unit in its molecular structure presented the lowest energy trans side trans conformation, and the molecular chain presented a "z" shaped conformation (Figure 6), making the PTT long molecular chain have the same elasticity as a coil spring, not only having a low fiber modulus, but also having good internal resilience. Under the action of external forces, the "side" units in the helical structure undergo chain rotation, which is easy to convert into a "trans" conformation, and the molecular chain is easy to elongate. During this bond rotation process, the configuration of the molecular chain does not change. The conformational transition is reversible, and it quickly returns to its original state after the external force is removed.
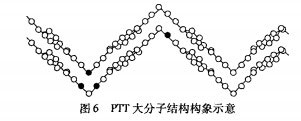
The" z "shaped conformation molecular chain of PTT fibers contains two molecular chain repeating units in the crystal cell along the C-axis direction, while both PET and PBT fibers have only one. Therefore, the lattice size is large and incomplete, the crystallinity is also low, the content of amorphous regions is high, and it is easy to deform. "The" z "shaped conformation endows it with high elasticity, but because in the crystalline phase, the long molecular chains of the" z "shaped conformation cannot undergo conformational changes quickly after being stressed, and the molecular chain arrangement in the amorphous region is basically non oriented, the conformational changes cannot directly generate high elastic deformation.". Therefore, it is generally believed that the good elasticity of PTT fibers originates from the "odd carbon effect", which needs further research. However, the good elasticity of fibers imparts good morphological stability to textiles, so this type of fiber is also known as a shape memory fiber.
PBT fibers have 2 more methylene groups than PET fibers, resulting in increased intramolecular rotation, and a reversible transformation of a==B crystal form during strain. That is, in the relaxed state, it is a crystalline form, with a spiral conformation, and in the tensile state, it is a B-crystalline form. Generally, type D is stable, type is unstable, and has a tendency to transition to type D. Therefore, it also has an elastic mechanism. However, due to the steric hindrance of the benzene ring, the transition from B-type to d-type requires a large amount of energy. Therefore, under tension constraints, it is difficult to adjust the methylene segment, and the recovery under tension is relatively small. Therefore, although its elasticity is better than that of PET fibers, it is poorer than that of m-type fibers, mainly due to the existence of the "odd carbon effect" in the latter, as previously described. The comparison of the rapid elastic recovery performance of these three polyester fibers is shown in Figure 7.
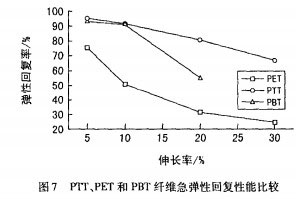
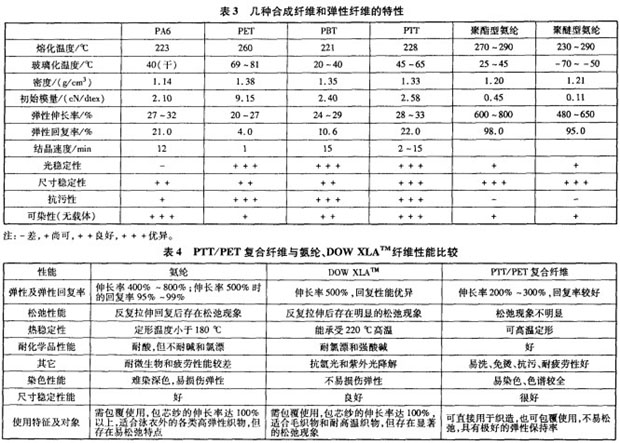
As can be seen from Figure 7, although the elasticity of PBT and PTT fibers is better than that of PET, their soft and hard segments are not as elastic as spandex and the soft chain segments are not long enough, so their elasticity is much lower than that of elastic fibers such as spandex. Even the most elastic swelling of the three fibers, also only slightly better than the elastic nylon (PA) 6 in ordinary synthetic fibers. The elastic and other properties of several synthetic fibers are compared in Table 3.
From Table 3, PET has the worst elasticity, followed by PBT, which is better, only slightly better than PA6. Both polyester spandex and polyether spandex have much higher elastic recovery than the above fibers. Due to the fact that PBT and PTT fibers are both aromatic polyester polymers, their photostability is better than spandex and much better than PA6.
From the above, it can be seen that the elasticity of PBT and PTT fibers is between high elastic fibers such as spandex and elastic nylon and polyester. If subjected to deformation processing, they can also be made into textiles with good elasticity and bulkiness, which has a broad application prospect. However, their prices are much higher than ordinary PET fibers, so it is advisable to develop high-end products. In order to further improve its elasticity, composite fibers such as twr/PET and PBT/PET have been developed, which can greatly enhance its elasticity. In addition, due to their low glass transition temperature and the possibility of a==B crystal transformation at room temperature, it is difficult to form, and it is also easy to curl, wrinkle, and deform during dyeing and finishing, making spinning, weaving, and dyeing and finishing processes more difficult.
1.7 Composite polyester elastic fiber
There are various ways to improve fiber elasticity or develop highly elastic fibers, but the main way is to synthesize new polymer molecules and form certain supramolecular structures. New polymer molecules are the foundation, and the supramolecular structure of fibers is the key. Although the elasticity of PTT fiber is higher than that of ordinary synthetic fibers such as PET, it is lower than that of spandex. Although it can meet the requirements of general textiles, it cannot meet the needs of highly elastic products.
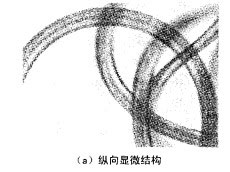
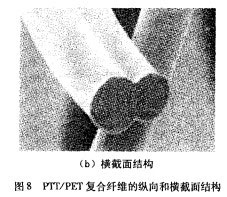
In order to further improve the elasticity of this fiber, two component composite crimped elastic fibers were developed by conjugated spinning using two polymers with different structures and properties in a certain proportion. Its elasticity depends on the difference in shrinkage or elongation of the two components in the fiber. For example, when PTT/PET is spun in parallel and subjected to heat treatment, due to the different shrinkage amounts generated by PTT and PET, the composite fibers spiral around the fiber axis, forming highly curly fibers with great extensibility and elastic recovery. The current representative product is the PET bicomponent fiber T-400 produced by Invista, whose longitudinal and cross-sectional shapes are shown in Figure 8. This elastic fiber has good wearability.
At present, in addition to spandex, some new elastic fibers such as composite polyester and polyolefin elastic fibers are increasingly used in the market. The former is like T-400 fiber, and the latter is like DOWxLA fiber. The European Commission has officially proposed adding these two fibers to the list of elastic fibers, defining the former as elastic fibers composed of different linear polymers with more than two ester groups, and the latter as elastic fibers composed of 95% partially crosslinked ethylene hydrocarbons and at least one other olefin.
The regulations of the Textile Fiber Product Identification Act in the United States refer to these two fibers as Elasteren-P and Lastol, respectively. These elastic fibers differ in composition and production methods, and their morphology and properties (including elasticity and dyeing and finishing properties) are different. Observing their longitudinal and cross sections, the longitudinal surface of composite polyester elastic fibers has obvious grooves, with a cross section of "8" shape, and the fibers are relatively thin; The longitudinal surface of polyolefin elastic fibers is relatively smooth, with a long elliptical cross-section, and the fibers are relatively thick; Although the longitudinal and cross sectional morphology of spandex monofilament is similar to that of polyolefin elastic fibers, its morphology varies greatly with variety, and its performance is also significantly different from that of polyolefin elastic fibers. Moreover, more than two fibers can often be seen sticking together in the longitudinal direction of spandex multifilament, resulting in a dumbbell shaped cross section and relatively thick fibers.
The physical and chemical properties of these elastic fibers are also different. Spandex can be dissolved in dimethylformamide or 75% sulfuric acid, while polyolefin elastic fibers are insoluble in concentrated sulfuric acid (95% to 98%). Composite polyester elastic fibers are soluble in concentrated sulfuric acid, but not in dimethylformamide or 75% sulfuric acid. Due to different chemical compositions, the infrared spectra of these fibers are also different. The composite polyester elastic fiber exhibits obvious polyester infrared spectrum; The infrared spectrum of polyolefin elastic fibers is similar to that of polyethylene, except that it also has a characteristic absorption peak where vinyl groups undergo crosslinking; The infrared spectrum of polyurethane fiber is significantly different from the above two fibers, with the characteristic absorption peak being the absorption peak of carbamate group. Elemental analysis also found that in addition to the main components of carbon and hydrogen, there are also oxygen and silicon elements in the polyolefin elastic fiber, indicating the presence of siloxane components in the fiber crosslinking agent. These properties can be used to identify elastic fibers.
Due to the differences in chemical composition, structure, and fiber supramolecular structure of these elastic fibers, their basic properties and dyeing and finishing processing properties are different. Some of their performance comparisons are shown in Table 4. PTT/PET composite fibers are permanently crimped and elastic, allowing direct textile processing without covering. Due to its low initial modulus, soft and smooth feel, and not easy to relax, it has good chemical resistance stability. It is a polyester fiber that can be dyed with disperse dyes. It has good dyeing performance, low dyeing temperature, and is easy to get dark colors.
Elastic fibers have evolved from rubber elastomers and are developing towards diversification and functionalization. With the continuous improvement of the elasticity, mechanical properties, thermal and chemical stability, dyeing and other dyeing and finishing properties of elastic fibers, their application areas continue to expand. Due to the differences in the chemical composition, molecular structure, microstructure, surface morphology, twisting, and composite processing of elastic fibers, their textile dyeing and finishing characteristics are also different. During dyeing and finishing, process conditions should be formulated according to the characteristics of different elastic fibers, so as not to damage the elastic fibers as much as possible.
2 Dyeing and finishing characteristics of elastic fiber textiles
The dyeing and finishing characteristics of elastic fibers depend on their chemical and physical structures, and are more related to their elastic structure and composition. During dyeing and finishing, it’s the first thing to pay attention is that, how to maintain or minimize the damage to elasticity.
2.1 Effects of chemical and physical structure of fibers
From the perspective of chemical composition, some elastic fibers are the same or not significantly different from ordinary fibers. For example, twisted textured yarn or elastic yarn, whose composition is mostly polyamide, has basically the same dyeing and finishing performance as ordinary polyamide fibers. Another example is PTT, PBT, and composite polyester elastic fibers (T-400 fibers). Their chemical composition is polyester, and their chemical stability is similar, but they differ slightly depending on the chain length of the binary alcohol. They can all be dyed with disperse dyes, and the dyeing temperature and corresponding appropriate disperse dyes vary depending on the different diols. The hydrophobicity, supramolecular structure, and dyeing rate of fibers vary due to different diols. In addition, polyether ester elastic fibers contain polyester and polyether structures, and their chemical stability and dyeing properties are basically similar to those of polyester fibers. They can also be dyed with disperse dyes, but the disperse dyes and dyeing conditions used differ significantly from those of ordinary polyester fibers.
Other elastic fibers, such as polyolefin and hard elastic fibers, have a chemical composition of polyolefin or its derivatives, lacking polar groups in their molecular composition, and are hydrophobic fibers. Although they have good chemical stability, they are difficult to dye.
Spandex has poor chemical stability, especially resistance to chlorine bleaching, poor light resistance, and poor dyeing performance. There is no suitable dye for dyeing. Although disperse dyes can be dyed, they have poor dyeing depth and color fastness. Some special components are added in some newly developed functional spandex molecules, resulting in improved dyeing and chlorine resistance.
Due to the diversity of chemical composition of elastic fibers, their dyeing and finishing characteristics vary greatly, so attention should be paid to their chemical composition during dyeing and finishing.
In terms of physical structure, mainly supramolecular structure and morphological structure, different elastic fibers also differ greatly. In particular, the composition and structure of endowing fibers with deformation and recovery are closely related to dyeing and finishing performance. For twisted textured or elastic yarns, their elasticity mainly comes from the crimped spring-like fiber shape, which is formed by twisting and untwisting. Therefore, when subjected to tension during the dyeing and finishing process, especially at high temperatures, the crimped spring-like shape will be changed, reducing its elasticity. The tension and temperature of the dyeing and finishing process should be carefully controlled and should not be subjected to excessive tension and excessive temperature effects, especially when repeatedly processing under humid and hot conditions. It is also important to maintain low tension, or after tension processing, perform a certain amount of relaxation treatment under tension free conditions, which is beneficial to improving elasticity.
2.2Effects of fiber elastic structure and composition
For most elastic fibers, their elasticity mainly comes from the segmental structure of soft and hard molecular segments, but the hard segments of different elastic fibers vary greatly. The hard chain segments of elastic fibers such as polyurethane, polyether esters, PTT, PBT, and hard elastic fibers are relatively rigid or crystalline, and the molecular chains are closely aligned with each other. Strong forces are established between the molecular chains and become nodes of the molecular chain network, resulting in strong resilience and better elasticity of the fibers. Due to these forces between the molecular chains, they are easy to break down when subjected to high temperatures or solvent action, causing the molecular chains to move with each other, causing the elasticity to disappear. Therefore, the network nodes established by this structure will be damaged in high temperature or solvent, that is, the hard segment network nodes or crystals will disappear, causing the fibers to lose their resilience and weaken their elasticity.
For polyolefin elastic fibers, such as XLA fibers, the hard chain segments are composed of crystalline and covalent bond segments. The crystal will melt as the temperature rises to about 8O ℃, but the covalent bond will not be destroyed, and still has good elasticity, which can be processed at relatively high temperatures. However, when the temperature exceeds 80 ℃, due to the melting of the crystal, the physical and mechanical properties of the fiber will greatly change, so the processing tension should be low, and it is best to relax the fiber under conditions below 80 ℃ for a certain time to recrystallize the molecular chain, improving the elasticity and mechanical properties.
2.3Effects of tension and temperature during dyeing and finishing
From the above, it can be seen that during the dyeing and finishing process of elastic fiber textiles, the control of processing tension and temperature is very important. Not only should the maximum tension effect and temperature be controlled within a certain range, but also attention should be paid to the time under ten.
The deformation of yarns is also related to the mutual slippage and dislocation of fibers. For elastic fibers and their yarns, due to the different composition and structure of the fibers that generate elasticity, their elasticity is higher than that of ordinary fibers. Therefore, under different tensions, the level of elasticity varies greatly, and the degrees of rapid elasticity, slow elasticity, and plastic deformation vary greatly. Creep and stress relaxation characteristics also vary. During dyeing and finishing, the warp direction of textiles is subjected to significant tension for a long time. For example, during continuous scouring, dyeing, and finishing, in order to keep the textile running continuously, it is necessary to maintain a certain tension in the warp direction. In addition, the deformation of the textile (mainly reflected in its length) will continue to increase with time, which means that the textile will continue to elongate and cause the weft direction to continue to narrow. After the tension is eliminated, some variables can immediately recover, some slowly recover, and some never naturally recover. After a long time, there will also be "creep". "Creep" causes irregular dimensions and unstable morphology of textiles. For example, it may shrink during subsequent processing or consumption, especially during washing under low tension, which may cause so-called "shrinkage" phenomenon, causing changes in the size and shape of clothing and reducing its quality. Elastic fibers are prone to deformation, so the "creep" phenomenon is particularly evident. After the tension disappears, although most of the deformation can be restored, when the tension is large and the amount of deformation generated is large, it is difficult to fully recover the deformation, and it is difficult to completely eliminate the amount of warp elongation and weft contraction.
When subjected to varying tensile forces for a long time, or repeatedly subjected to large tensile forces for a long time, the elongation in the warp direction of each batch of textiles is different, and the width in the weft direction is also different. The phenomenon of so-called "ruffled edges" often occurs, which means that the door width is irregular and difficult to eliminate. Due to the different elastic recovery forces of different elastic fibers (some are soft elastic fibers, some are hard elastic fibers), their deformation and recovery characteristics under different tensions are different, and the above elongation and contraction phenomena are also different. Attention should be paid to them during dyeing and finishing.
During dyeing and finishing, the phenomenon of "stress relaxation" often occurs. The most typical example is the continuous change in weft tension of fabrics during stretching or heat setting. During stretching or heat setting processing, applying a certain amount of tension to the weft direction of the fabric to flatten the fabric, eliminate wrinkles, and make the door width regular and uniform. The purpose is to eliminate the internal stress of the fiber, rearrange the fiber molecular chains, establish a more stable bond, and stabilize the shape or size of the fiber or textile. Elastic fibers are prone to deformation. After being subjected to tension, the molecular chains undergo relative sliding, and this deformation variable is not only related to the magnitude of stress, but also related to the action time. As the action time increases, with the continuous movement of molecular chains, especially the movement of "soft" segment molecular chains, the stress on the fiber or fabric will gradually decrease, which means that stress relaxation occurs. After the stress of the fiber or fabric is reduced, the smoothness and regularity of the fabric will be reduced. Therefore, it is necessary to strictly control the stretching or heat setting time of the elastic fiber. Excessive time will downgrade the quality of the product.
As mentioned earlier, the appearance of creep or stress relaxation during long-term processing under a certain tension or a certain door width can affect the shape or size of textiles. Especially elastic textiles, whose mechanical properties are different from ordinary fibers, are used for dyeing and finishing. Pay attention to these changes in fiber properties, especially when processing in high temperature, high humidity, and the presence of chemicals that have a swelling effect on the fiber. It is necessary to strictly control the processing temperature, tension, and processing time.
Textiles are repeatedly subjected to external forces, and their creep accumulates to a certain extent, leading to fatigue damage. Elastic fiber textiles, due to their good elastic recovery, generally do not has fatigue damage, but under strong external forces, repeated action for a long time can also damage their elasticity.
In order not to damage the physical and mechanical properties of elastic fibers, especially the elasticity and dimensional stability of textiles, so-called relaxation treatment and heat setting should be carried out during dyeing and finishing.
The purpose of relaxation treatment is to eliminate the residual internal stress experienced by elastic fiber containing textiles during spinning, weaving, transportation, and storage, so as to fully curl and relax the molecular soft chain segments and achieve a stable state. At this time, the size of the textile will shrink to a certain extent, while its tissue density will increase, resulting in improved fabric smoothness, improved heat setting effects, and reduced subsequent processing. Relaxation treatment is carried out under low tension, wet, and hot conditions. When the temperature is higher than the glass transition temperature of the fiber, the movement of the molecular chain in the amorphous region, mainly the soft chain segment region, accelerates. After the molecular chain is adjusted to a state of very low internal stress, the elastic recovery ability increases. When the molecular chain is in a state of low internal stress, the fibers are not prone to creep and stress relaxation, and fatigue damage will not occur. In order to improve the relaxation treatment effect, appropriately increasing the temperature and moisture content can accelerate the movement of fiber molecular chains.
After relaxation treatment, not only does the fiber elasticity increase, but other properties (including fabric size) also change. It has been reported that the dimensional changes of elastic knitted fabrics under different relaxation conditions have been measured, and the results are shown in Table 5.
As can be seen from Table 5, after different relaxation treatments, the density of the three knitted fabrics has increased, but the increase rate varies greatly. The reason for the increase in density is the shrinkage of the fabric size. The reasons for fabric size shrinkage are various, mainly due to fiber shrinkage, followed by an increase in yarn curvature, that is, increased fabric shrinkage. For pure cotton knitted fabrics, the increase in density after relaxation treatment is mainly due to the increase in yarn curvature and weaving shrinkage. During weaving, dyeing, and finishing, knitted fabrics are subjected to various mechanical forces, especially longitudinal tensile forces that cause fabric elongation, deformation, and relaxation. After treatment, the internal stresses in fibers, yarns, and coils are reduced or eliminated, and the morphology of fibers, yarns, and coils becomes stable. The elasticity of fibers is also restored, as the molecular chain segment structure or molecular chain cross-linked elastic structure of fibers are fully restored, so the elasticity is significantly restored. Therefore, the density increase rate of fabrics containing elastic fibers is much higher than that of pure cotton knitted fabrics. It has been pointed out that there are various reasons for the increase in density during fabric relaxation treatment, including an increase in fiber or yarn curvature, especially for hydrophilic fibers, in addition to fiber length shrinkage caused by fiber molecular chain relaxation. For example, when cotton fibers are in the wet state, the diameter of the fibers or yarns becomes thicker, and mutual compression reduces the yarn distance, which means that the density increases. However, for fabrics containing elastic fibers, due to their poor water absorption, elastic fibers are much smaller than cotton fibers when swelling in the wet state, so the degree of fabric density increase caused by fiber thickening is much lower than cotton fibers.
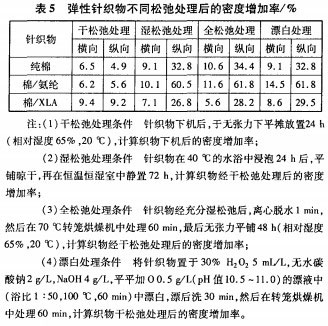
From Table 5, it can be seen that the density increase rate of fabrics after different relaxation treatments varies greatly. After dry relaxation treatment, the vertical and horizontal density increase rates of the three fabrics are similar, with cotton/XLA fabrics being larger and pure cotton fabrics being lower. The main reason for the increase in longitudinal density caused by dry relaxation is the increase in density caused by fiber length shrinkage after the internal stress of the fiber is eliminated. After wet relaxation treatment, the density of the three fabrics also changed greatly, with the increase rate of longitudinal density much higher than that of transverse density, and the knitted fabric containing spandex was significantly higher than the other two fabrics. The reason may be that the fabric is subjected to large longitudinal tension during processing such as weaving, which can fully eliminate internal stress in the wet state. In addition, the wet yarn becomes thicker, which also increases the weaving shrinkage. Fabrics containing spandex have a strong elastic recovery due to spandex, further increasing the shrinkage of the fabric, resulting in a maximum increase in density. XLA elastic fiber is a hydrophobic fiber, and the degree of yarn water absorption and thickening is relatively small, so its density increase is slightly lower than that of pure cotton fabrics. Therefore, the effect of wet relaxation is better than that of dry relaxation. The density increase rate of wet relaxation of the three fabrics is basically similar.
Although the relaxation treatment time has a certain impact, after a certain time, the impact is not significant. The density changes after relaxation for 24 hours and 48 hours have been measured, and they are basically close. The tension, temperature, and moisture during relaxation have a significant impact. For fabrics containing elastic fibers, the temperature should be higher than their glass transition temperature. For elastic textiles containing hydrophilic fibers, it is also important to have sufficient moisture content.
In actual production, there are various methods of relaxation treatment, including steam relaxation, hot water relaxation, and dry heat relaxation. "If certain solvents or additives that have a swelling effect on fibers exist, the molecular chains of the fibers are more likely to move, and the processing temperature can be lowered, i.e., solvent relaxation treatment.". Relaxation treatment is usually carried out in conjunction with processes such as scouring, dyeing, and heat setting. That is, before these dyeing and finishing processes are carried out, they are first processed under low tension at a certain temperature for a certain period of time, followed by processes such as scouring, dyeing, and heat setting. The specific process arrangement and conditions of relaxation treatment depend on the type of elastic fiber, the fabric structure of the textile, and the properties of other fibers in the textile. In addition, factors such as the nature of impurities contained in textiles should also be considered. In most cases, relaxation treatment is carried out before heat setting and scouring, generally using hot water relaxation treatment, and less using dry heat and solvent relaxation treatment. In some cases, a relaxation treatment combining hot water and steam can also be used.
Heat setting is another important means of improving elasticity. It usually involves keeping the fabric in a certain size and treating it at a higher temperature for a certain period of time. Its main purpose is to improve the dimensional stability of the fabric and eliminate wrinkles. In addition, it can also improve the strength, feel, and elasticity of the fabric to a certain extent. It can also improve the dyeing performance of certain fibers. According to the different moisture content of textiles during heating, there are two processes: dry heat and wet heat setting. "When moisture is present in the fibers, the setting temperature can be lowered. Currently, most processes use dry heat setting, and some textiles can also be steam wet heat setting, depending on the properties of the fibers contained in the textiles.".
"The heat setting temperature is higher than the relaxation treatment temperature, and must be higher than the glass transition temperature of the fiber, but lower than the softening temperature of the fiber. A certain tension is applied to stretch the fabric to the desired size.". Under a certain tension, the fiber molecular chain segments (mainly soft chain segments) are wriggled towards the tensile direction, and rearranged in the direction of external force. At this point, a certain degree of stress relaxation occurs, and the molecular chain segments establish bonds at new locations. After cooling, the newly established structure is fixed. Due to the high heat setting temperature and maintaining a certain tension, the molecular chain segments will undergo large peristalsis, and the supramolecular structure of the fiber will undergo significant changes. Different elastic fibers have different molecular segment structures and supramolecular structures, resulting in different heat setting temperatures, tensions, and processing times. During thermal setting, the supramolecular structure changes of the fibers are also different.
At present, the research on thermal setting of elastic fiber textiles is still insufficient. For conventional synthetic fibers (such as nylon and polyester), the crystallinity increases with the increase of thermal setting temperature, so the morphological stability of the fibers after thermal setting will be enhanced. It is generally believed that this is due to the high temperature of thermal setting, during which some crystals with poor structural integrity will melt, while crystals with high integrity will grow and become more complete. Due to the soft and hard segment structure of elastic fibers, the disordered structure is more prominent, resulting in greater structural changes during thermal setting and greater sensitivity to temperature and tension. Therefore, the thermal setting process of elastic textiles has a significant impact on their physical properties such as elasticity, and the control should be stricter. The thermal setting conditions for different elastic fiber textiles are different, and due to the different content of elastic fibers in the textiles, the thermal setting conditions should be determined based on the structure and content of elastic fibers, as well as the properties of blended fibers.
The spinning and weaving processing conditions of elastic fiber textiles are different from those of conventional fiber textiles, and there are also many additives such as oil additives applied to the fibers, making it difficult to refine.
When elastic fibers are blended or interwoven with other fibers, there is a problem of staining during dyeing, especially when disperse dyes stain elastic fibers seriously. Therefore, for multicomponent textiles containing elastic fibers, appropriate anti staining agents should be selected during dyeing, and washing should be strengthened after dyeing. Otherwise, color fastness, especially wet rubbing fastness, is poor. The main reasons why elastic fibers are prone to staining are as follows: (1) relatively strong hydrophobicity; (2) The content of amorphous regions in fibers is high, and the pores between the fiber molecular chains are large, so disperse dyes, etc., are easier to adsorb or contaminate fibers. However, dyes that are contaminated are more likely to fall off during washing or rubbing, and even dyes that enter the interior of the fiber are easily desorbed, diffused, and washed away.
Elastic fiber textiles contain elastic fibers, their dyeing and finishing characteristics are different from those of conventional fiber textiles. Special attention should be paid to the following points during dyeing and finishing:
(1) Elastic fibers are particularly prone to deformation, and dyeing and finishing should be carried out under low tension. Elastic fibers are prone to creep under certain stresses or stress relaxation under certain deformation conditions. After deformation, creep, and stress relaxation, defects such as uneven door width, curling, and wrinkling are prone to occur during fabric processing, and even when stacked under low tension, wrinkling or embossing marks are also prone to occur. These defects can affect the smooth progress of scouring and dyeing. Therefore, during the dyeing and finishing process of elastic fiber textiles, not only should the tension be low, but also the winding and stacking should be kept flat. Relaxation treatment and heat setting processing should be carried out before or during the dyeing and finishing process.
(2) Elastic fiber textiles contain a large amount of additives such as oil additives, especially silicone lubricants, which are difficult to remove. Therefore, when refining, it is necessary to select a special scouring agent and strengthen the scouring treatment.
(3) There are many types of elastic fibers, most of which are blended or interwoven with other fibers. When dyeing, dyes should be carefully selected to prevent staining, and washing should be strengthened after dyeing.
(4) Compared to conventional fibers, elastic fibers are prone to deformation, and some elastic fibers will melt at lower temperatures, resulting in softening of the fibers and reduced mechanical properties. Therefore, dyeing and finishing of elastic fiber textiles should be carried out at lower temperatures as much as possible, making it more suitable to use low-temperature scouring, dyeing, and washing processes.
(5) The elasticity of different elastic fibers varies greatly, and their content and distribution in textiles are also different. The elasticity of some elastic fibers is determined by the morphological structure of the fibers, others by the supramolecular structure, and more by the segment structure of hard and soft segments. Therefore, temperature, stress, and chemicals have different effects on elasticity, and should be treated separately during dyeing and finishing to maintain their elastic structural state.
The dyeing and finishing requirements for elastic textiles are higher than those for conventional fiber textiles. The formulation of dyeing and finishing processes and control processes should be particularly careful, requiring dyeing and finishing technicians not only to master specialized processing techniques, but also to understand the chemical and physical structure of elastic fibers, especially the relationship between elasticity and fiber structure.